














Podcasts
Watch videos featuring supply chain experts






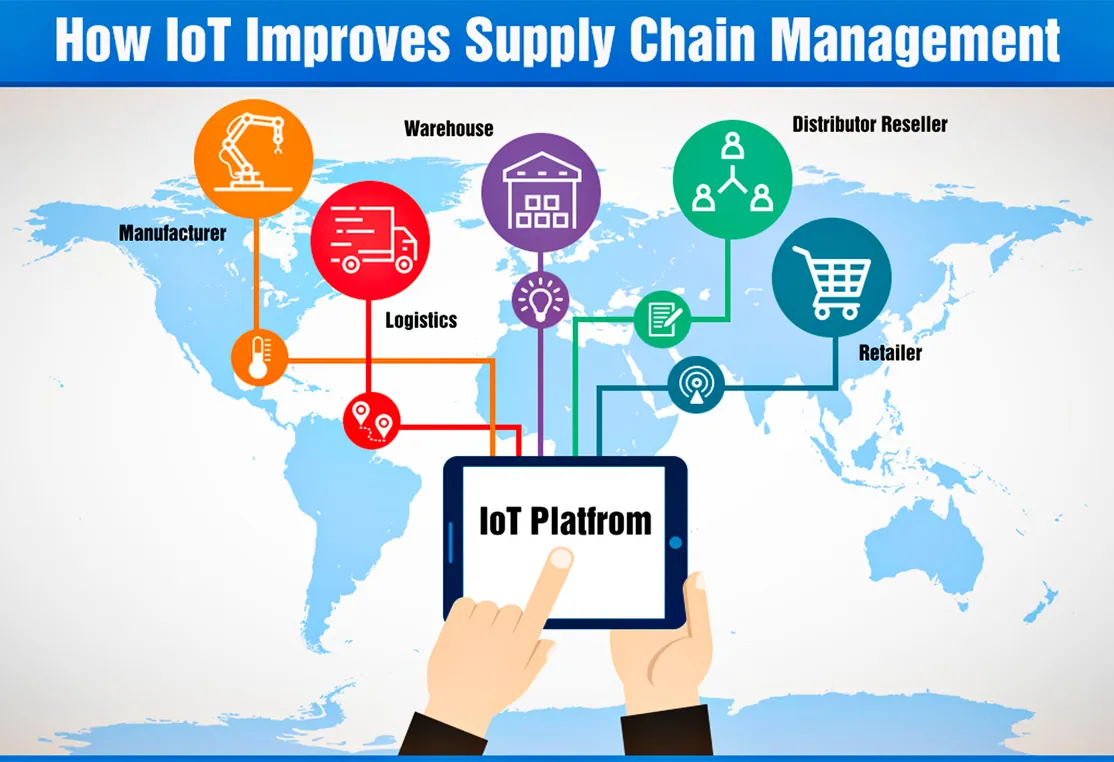


A supply chain is a combination of all the operations required to transport goods from one place to another. And information is invaluable in better management of supply chains.
IoT (Internet of Things) is revolutionizing almost every industry today, from retail to transportation. Especially when it comes to managing supply chains businesses are using IoT to not only keeping a track of or authenticate the goods but also to gain a competitive edge. In the present day, it is much easier to understand where the goods are and when they can be expected at a certain destination with the help of IoT. In this article, we’ll tell you how IoT augments supply chain management.
First, let’s start with knowing what is the Internet of Things (IoT).
The Internet of Things (IoT) describes the network of physical objects—“things”—that are embedded with sensors, software, and other technologies for the purpose of connecting and exchanging data with other devices and systems over the Internet. So, basically, when the data is transferred between 2 devices over a network via sensors, software or other technologies, without requiring human interaction it is called IoT. IoT will be continuing to transform and modernize the supply chains by increasing operational efficiencies and visibility.
Locate & Track Goods- One way that IoT improves supply chain management is through real-time tracking. With IoT devices, businesses are able to know the exact location of their goods and suggest alternative routes to speed up the supply chain. Also, real-time tracking of goods gives businesses several insights into their supply chain. Some of them include a) being able to respond better to customers about product delivery timelines b) ability to track if the vehicle carrying the goods is idling for too long etc.
Check Quality of Products- IoT enables businesses to validate and ensure the quality of the goods being produced and transported, proactively. There are many stages in the manufacturing process wherein IoT sensors are used to check quality standards. The device rejects any product that is damaged or flawed thus helping in taking corrective measures in time and avoid misalignment of products. This helps manufacturers send quality products to their distributors/importers and build trust and reliability.
Monitor Storage Conditions- There are special IoT devices that are able to check environmental factors such as humidity, wind exposure, light intensity, temperature, etc for the products being transported. For e.g. there are certain temperature-sensitive products, that have to kept at a specific temperature range throughout the supply chain to prevent them from any damage. If there is any change in the temperature, the IoT device sends an alert (or raises an alarm) and suggests manual intervention to take corrective measures so that the product is not spoiled or damaged. This instills confidence in the buyers that the goods will be shipped to them safely. It is useful for both, suppliers and buyers.
Improve contingency planning- With the help of real-time tracking, businesses are able to know the routes that cause delays and therefore prepare better contingency plans. Curating data for contingency planning becomes a lot easier with IoT.
Helps in Predictive Maintenance- For asset-intensive businesses, IoT helps in predictive maintenance of the machinery. The real-time monitoring IoT devices embedded with machinery share data with other software/algorithms on a continuous basis. These algorithms in turn detect if there is something wrong with the machine currently or if the machine could fail in the near future by leveraging machine learning.
Helps in Inventory Management- Earlier, businesses used manual processes and paper tags for inventory management. However, with the help of IoT, they now use RFID (Radio-frequency Identification) tags to give businesses real-time access to information regarding flow of materials. This helps businesses in gaining better and fast visibility over the inventory and take quicker decisions by predicting the demand.
Note- The RFID tags are smart barcodes that are used to identify the items and provide data of the items to which they are attached. They are also used by manufacturers to track items throughout their journeys, anywhere in the world, even in areas without mobile coverage.
Read Here: How You can Manage Supply Chain Risk
A digitized supply chain not only helps businesses drive productivity but also promotes transparency and traceability through smart sensors. It enables businesses to measure activities in manufacturing, capture data, gain relevant insights & transform them into concrete actions.
The are many use cases of IoT. From suggesting alternative routes in case of any issues/accidents on the present one to helping in the efficient storage and distribution of products. With the advent of growing technology, one can expect to see more such changes in the future.




